دیزل ژنراتورها یکی از اجزای بسیار حیاتی در صنعت برق تلقی میشوند. این دستگاهها به عنوان منابع اصلی تأمین برق در مواقع اضطراری و نیز در برخی از صنایع مانند صنعت ساختمانی و معدنی استفاده میشوند. در این مقاله، به بررسی مراحل کوپله و ساخت شاسی دیزل ژنراتور خواهیم پرداخت. این مراحل بسیار حیاتی هستند و اگر با دقت کافی انجام نشوند، میتوانند به دستگاه و سیستم برقی آسیب بزنند.
مراحل کوپله کاری
یکی از مراحل اساسی در ساخت دیزل ژنراتور، کوپله کاری است. این مرحله به معنای جفت کردن نیروهای موتور و ژنراتور بوده و بسیار حساسیت دارد. مراحل کوپله کاری به شرح زیر میباشد:
1. تعیین نوع بلبرینگ
یکی از اولین گامها در مرحله کوپله کاری، تعیین نوع بلبرینگ ژنراتور است. باید تصمیم گرفته شود که ژنراتور از نوع جفت بلبرینگ (شفت دار) یا تک بلبرینگ (صفحه دار) باشد.
2. استفاده از واسطه مناسب
در صورتی که ژنراتور از نوع جفت بلبرینگ باشد، باید از واسطه مناسب جهت کوپل کردن استفاده شود. این واسطه باید با دقت انتخاب شود تا کوپله کاری به خوبی انجام شود.
3. ژنراتور تک بلبرینگ
در صورتی که ژنراتور تک بلبرینگ باشد، چند حالت ممکن وجود دارد:
الف) قطر فلنچ ژنراتور با پوسته فِلایویل برابر است
در این صورت، ژنراتور به صورت مستقیم با موتور توسط پیچ ثابت میشود و صفحه کوپلینگ ژنراتور داخل پله فلایویل موتور قرار میگیرد. پس از حصول اطمینان از قرار گرفتن صفحه کوپلینگ با پله فلایویل به صورت هم مرکز یا سنتر، پیچها داخل توسط ترکمتر به یک میزان مشخص سفت میگردند.
ب) قطر فلنچ ژنراتور با پوسته فلایویل برابر نیست
در این صورت، نیاز به ساخت واسطه و کوپلینگهای متعددی است که نیاز به تخصص و تجربه بالایی دارد. چرا که اگر کوچکترین خطایی در محاسبات صورت گیرد، ژنراتور یا موتور ممکن است آسیب جدی ببینند.
تمام مراحل کوپله کاری طبق استاندارد BS 5000 انجام میشود. این استاندارد برای اطمینان از کوپله کاری صحیح و ایمن مورد استفاده قرار میگیرد.
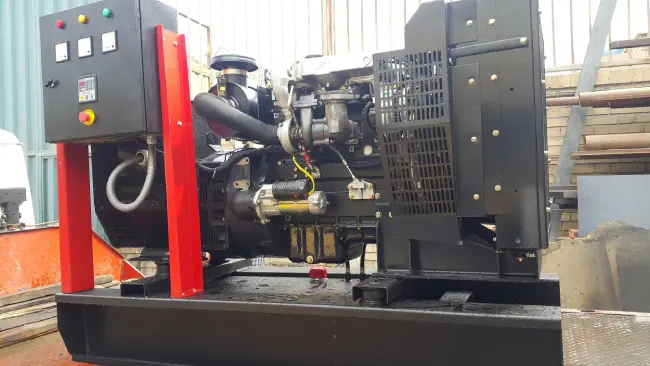
ساخت شاسی و نصب دیزل ژنراتور
شاسی یکی از بخشهای اصلی در دیزل ژنراتور است. این شاسی باید به گونهای طراحی و ساخته شود که دیزل ژنراتور به خوبی بر روی آن نصب شود و از لرزشهای احتمالی جلوگیری شود. مراحل ساخت شاسی و نصب دیزل ژنراتور به شرح زیر میباشد:
1. انتخاب آلیاژ و ضخامت ورق های فولادی
یکی از اولین گامها در ساخت شاسی، انتخاب آلیاژ مناسب و ضخامت ورق های فولادی است. این انتخاب باید با دقت و مهندسی بهینه انجام شود تا شاسی به صرفه و با کیفیت باشد.
2. برش و خم ورق ها
ورق ها توسط دستگاههای ویژه برش و خم میشوند تا شکل نهایی شاسی به دست آید.
3. جوش و آب بندی شاسی
بعد از کلاف کردن شاسی، جوش و آب بندی آغاز میشود. شاسی باید کاملاً تراز جوش و آب بند شود تا از لرزش های احتمالی دستگاه جلوگیری شود.
4. تست نشتی
پس از اتمام مرحله جوش و آب بندی، مخزن کامل تست میشود تا هیچ گونه نشتی نداشته باشد.
5. پایه سازی
با محاسبه اختلاف تراز پایه های ژنراتور و موتور، پایه سازی انجام میشود و لرزه گیرها مابین دستگاه و شاسی قرار میگیرند.
6. پرداخت شاسی
بعد از این مرحله، موتور و ژنراتور از روی شاسی باز شده و شاسی پرداخت میشود.
7. رنگ آمیزی
شاسی با رنگ الکترواستاتیک یا ضدزنگ پوشانده شده و رنگ نهایی داده میشود.
8. نصب دیزل ژنراتور
دیزل ژنراتور به محکمیت روی شاسی نصب و ثابت میشود.
ساخت و نصب تابلو فرمان و کنترل
تابلو فرمان و کنترل یکی از اجزای اساسی در دیزل ژنراتور است. این تابلو مسئولیت کنترل و مانیتورینگ دیزل ژنراتور را بر عهده دارد. مراحل ساخت و نصب تابلو فرمان و کنترل به شرح زیر میباشد:
1. محاسبه و ساخت تابلو فرمان و کنترل
تابلو فرمان و کنترل بر اساس نیاز و مشخصات دیزل ژنراتور محاسبه و ساخته میشود.
2. نصب تابلو
تابلو توسط لرزه گیر روی پایه های مناسب نصب شده و روی شاسی مستقر و ثابت میگردد. بهترین شرایط نصب تابلو، محلی بدون لرزش و ثابت است.
تمام مراحل ساخت تابلو طبق استاندارد BS 5686 (IEC 439) انجام میشود. این استاندارد برای اطمینان از کنترل صحیح و ایمن تابلو فرمان و کنترل مورد استفاده قرار میگیرد.
نتیجه
در این مقاله، به بررسی مراحل کوپله و ساخت شاسی دیزل ژنراتور پرداختیم. این مراحل بسیار حیاتی هستند و باید با دقت و تجربه بالا انجام شوند تا دیزل ژنراتور به خوبی کارکرده و در مواقع اضطراری انرژی اساسی را تأمین کند. ساخت این دستگاهها به عنوان یکی از مهمترین صنایع ماشینسازی تلقی میشود و نیاز به تخصص و دقت فراوان دارد.

